

塗布機收卷張力錐度控製:精準調控與工藝優化路徑
張力控製是精密塗布工藝的核心樞(shū)紐,直接決定基材運行穩定性、塗層均勻性、卷材平整度及最終產品性能一致性。塗布(bù)工藝中,放卷與塗布段多采用恒張力控製,而收卷段需適配“內緊外(wài)鬆”需求,普遍采用錐度張力控製,規避(bì)恒張力收(shōu)卷易引發的卷芯(xīn)過壓、外層鬆弛及“菊(jú)花(huā)紋”“星形(xíng)皺”等缺陷。收卷錐度控製的核心的(de)是張力梯度適(shì)配,通過設定(dìng)錐度參數使張力隨卷(juàn)徑增大按比例遞減,從(cóng)根源化(huà)解(jiě)層間應力累積問題,其參數需結合基材(cái)特性動態調整,是實現穩定生產與(yǔ)優質卷材的關(guān)鍵。
一、張力錐(zhuī)度控製原理與類型
張力錐度按衰減規律可分為線性與非線性兩類,適配不同材(cái)料與工藝需(xū)求。線性錐度以(yǐ)恒定速率衰減張力,計算簡便、控製直觀,適(shì)用於厚度均勻、延展性一般的普通基材,其衰減比例通過線性係數表征,核心關聯初始/結束張力與卷(juàn)徑參(cān)數。
非線性錐度針對複雜特性材料設計,衰減速率動態(tài)變化:指數衰減曲線(xiàn)初期衰減快(kuài)、後期趨緩,適配彈性薄膜(mó)、無紡布等(děng)易回鬆材料;分段線性曲線將收卷劃分為內中外層,各段設定不同錐度係數,可精準匹配鋰(lǐ)電隔膜等極薄材料的防皺需求;等應力曲線(xiàn)基於材(cái)料力學參數構建模(mó)型,維持層間徑向壓(yā)力恒定,是光學膜、超薄金(jīn)屬箔等高精領域的理想方案;餘弦曲線衰減平滑,能(néng)緩衝啟停階段張(zhāng)力衝擊,適配高(gāo)速收卷及張力敏感型材料。
二、張力錐度的核心影響因素
錐度參數的設定需(xū)圍繞材(cái)料特性與(yǔ)工藝條件綜合調控。材質層麵(miàn),軟質材(cái)料需低張力、大錐度防內層壓潰,硬質材料可承受高張(zhāng)力,錐度可適度減(jiǎn)小;挺度(dù)小的薄箔易變形,需(xū)增大錐度,而寬幅材料因橫向應力(lì)不均,需優化錐(zhuī)度避(bì)免邊部不齊。
表麵光滑材料層間摩擦小,需提(tí)高初始張力或減小錐度防滑移;高彈性材料回彈性強,錐度(dù)過大易卷鬆,需平緩衰減。工藝層麵,高速收卷慣性效應顯著,初始張力需提升且(qiě)錐度曲線宜陡峭;環境溫(wēn)濕度(dù)波動會改(gǎi)變材料柔韌性與(yǔ)摩擦係(xì)數,需同步調整張力與錐度。此外,卷(juàn)芯強度、材料厚度、塗層均勻(yún)性及後續加工需求,均(jun1)需納入錐度參數優化(huà)範疇。
三、張力錐(zhuī)度控製(zhì)係統的設計實現
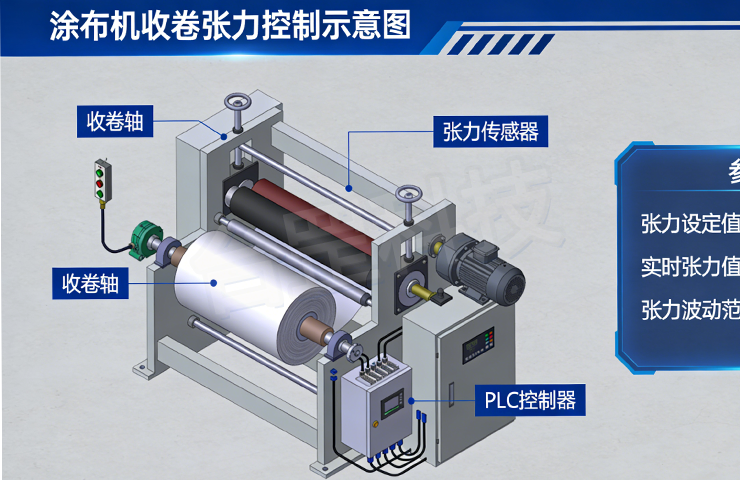
係統核(hé)心通(tōng)過“卷徑檢測(cè)-張力(lì)反饋-算法執行-驅動調節”閉環運作,實現精準控張(zhāng)。卷徑檢(jiǎn)測是基礎,線速(sù)度積分法依賴高精度編碼(mǎ)器,編碼器脈衝計(jì)數法成本低但對材料厚度一(yī)致性要求高,多層卷(juàn)徑遞推算(suàn)法結合多參數濾波,可提(tí)升複雜工況下的估算穩定性。
張力檢測分直接與間接兩種:直接檢測法通過張力傳感器(qì)獲取實時數據,精度高但安裝(zhuāng)要求嚴苛;間接檢(jiǎn)測法借助浮動輥位置偏移反饋張力變化,能吸收張力尖(jiān)峰,成本低且維護簡便。錐度曲線(xiàn)生成模塊將工藝參數轉化為目標張力,執行機構(gòu)采用矢量控製變頻器或(huò)伺服係統(tǒng),以轉矩模式動態調節電機輸出(chū),響應控製(zhì)器指令實現張力遞減。
四、常見問題與針對性控製策(cè)略
針(zhēn)對收卷(juàn)錐度控(kòng)製中的典(diǎn)型(xíng)問(wèn)題,需精準定位成(chéng)因並優化策略:張力周期性振蕩多由材料打滑、機械振動或參數失配導致,需清潔傳動輥、加固部件並調整PID參數;收卷不齊源(yuán)於錐度起始點不當或走偏,需優化初始卷(juàn)徑張力、配套糾偏裝置並校準卷軸平行(háng)度。
關鍵詞:非晶矽鋼塗布機
高速啟停(tíng)張力波動大是慣性補償不足所致,需建立慣(guàn)量模型優化前饋算法;內(nèi)緊外鬆缺陷需(xū)增大錐度、降低初始張力,同步優化壓輥壓力遞減曲線;收卷起皺多因張力過高或局(jú)部應力不均(jun1),可降低張力、放緩糾偏速度,更換麻麵(miàn)導(dǎo)輥提升摩擦穩定性。
 聯係方式 :
聯係方式 :
手機(jī) :180-2443-5987(曾(céng)工)
 郵箱(xiāng) :
郵箱(xiāng) :
郵(yóu)箱 :8499478@qq.com
 地址(zhǐ) :
地址(zhǐ) :
廣東省東莞市石排鎮下沙東風(fēng)一路4號
自2013年成立以來,始終專注於(yú)精密塗布機以及自動化設備研發與製造,主要有逗號刮刀塗布機、擠壓(yā)狹縫塗布機、微凹塗(tú)布機、平(píng)板式實驗塗布機等,涵蓋桌麵、小試、中試、量產機型(xíng),產品廣泛應用於新(xīn)能(néng)源、醫療、新材料(liào)、光(guāng)電(diàn)材料、電子薄膜、印刷包(bāo)裝等眾多行業
Copyright © 2024 東莞市台罡科技有限公(gōng)司(sī) . 粵ICP備2024304045號 .